Hamon
Le traitement thermique est une opération visant donner à l’acier une dureté importante. En chauffant et en refroidissant le métal rapidement, il est alors possible de donner des caractéristiques mécaniques particulières, en surface et au cœur du métal.
Le traitement thermique classique confère une dureté identique sur la totalité de la matière trempée (elle est différente au cœur et en surface, mais ce qui est au contact de la trempe possède des propriétés identiques).
Afin d’améliorer le comportement d’une lame, il est possible de lui apporter un traitement thermique différentiel. Traditionnellement, on utilise une couche d’argile qui permet de protéger une partie de la lame. Seules les parties non protégée seront trempées et auront donc une dureté de surface plus importante. Ce type de trempe à l’argile, permet de rendre visible la « ligne de trempe » (hamon), frontière généralement en forme de vague entre la zone trempée (le fil de la lame) et le dos (la mune).
A quoi sert le traitement thermique ?
Procédé élémentaire du durcissement de l’acier, le traitement thermique consiste à chauffer le métal à une température à laquelle se forme l’austénite (solution solide de carbone dans le fer ), généralement vers 800 °C, puis à le refroidir brusquement dans de l’eau ou de l’huile. Cela conduit à la formation de martensite, solution solide sursaturée en carbone qui confère à l’acier sa dureté (la martensite est le composé le plus dur, mais également le plus fragile). L’un des buts du traitement thermique est de contrôler la quantité, la taille, la forme et la répartition des particules de cémentite dans la ferrite . En effet, ces paramètres déterminent les propriétés physiques de l’acier.
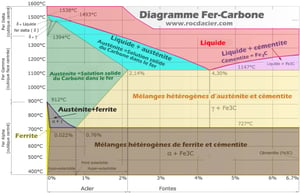 Voici une illustration simplifiée du diagramme d’équilibre (fer-carbone), sans élément d’addition. Les constituants sont obtenus par chauffage à température élevée suivi d’un refroidissement rapide ou lent.
Voici une illustration simplifiée du diagramme d’équilibre (fer-carbone), sans élément d’addition. Les constituants sont obtenus par chauffage à température élevée suivi d’un refroidissement rapide ou lent.
Schématiquement, le traitement thermique consiste donc en une phase de mise en solution (à environ 800 °C selon le pourcentage de carbone) suivie d’un refroidissement rapide (trempe). Certains traitements thermiques peuvent être complétés par un revenu (maintien en température de 200 °C environ) afin d’augmenter la limite élastique.
Dans le cas de la fabrication des katanas, l’opération de traitement thermique est déterminante. Elle peut être réalisée de manière moderne (trempe à l’huile, sélective ou non) ou traditionnelle (trempe sélective à l’eau). La trempe sélective, à l’argile ou par un autre procédé, permet d’associer la dureté du fil de la lame avec la nécessaire souplesse.
Vraie ligne de trempe ? Faux hamon ?
La ligne de trempe (hamon) est la séparation, généralement sous forme de vague, entre la partie trempée et la partie non trempée de la lame. Elle est obtenue en protégeant le dos de la lame (une partie des flancs et la mune) avec un mélange à base d’argile. Cette couche réfractaire empêche la chauffe et le refroidissement de l’acier et évite donc qu’une partie subisse le traitement thermique. Le véritable hamon est révélé lors de l’opération de polissage, la zone trempée apparaissant alors avec un aspect laiteux.
Afin de réduire le temps de fabrication et donc le coût de production, les fabriquants utilisent souvent d’autres techniques pour créer une illusion de ligne de trempe : par meulage ou avec de l’acide. Le meulage est facile à différencier mais l’acide peut donner un aspect très proche d’une véritable ligne de trempe. Celle-ci disparaîtra cependant assez rapidement du fait que le hamon ainsi réalisé reste un élément de surface alors que la véritable ligne de trempe correspond à une opération métallurgique en profondeur.




Produits liés
-

 Katana ''Amakuni'', 1095 hamon535,90 €
Katana ''Amakuni'', 1095 hamon535,90 € -
 Katana Lame composite439,90 €
Katana Lame composite439,90 €